
Dedicated to providing custom ers with better
quality products and services!





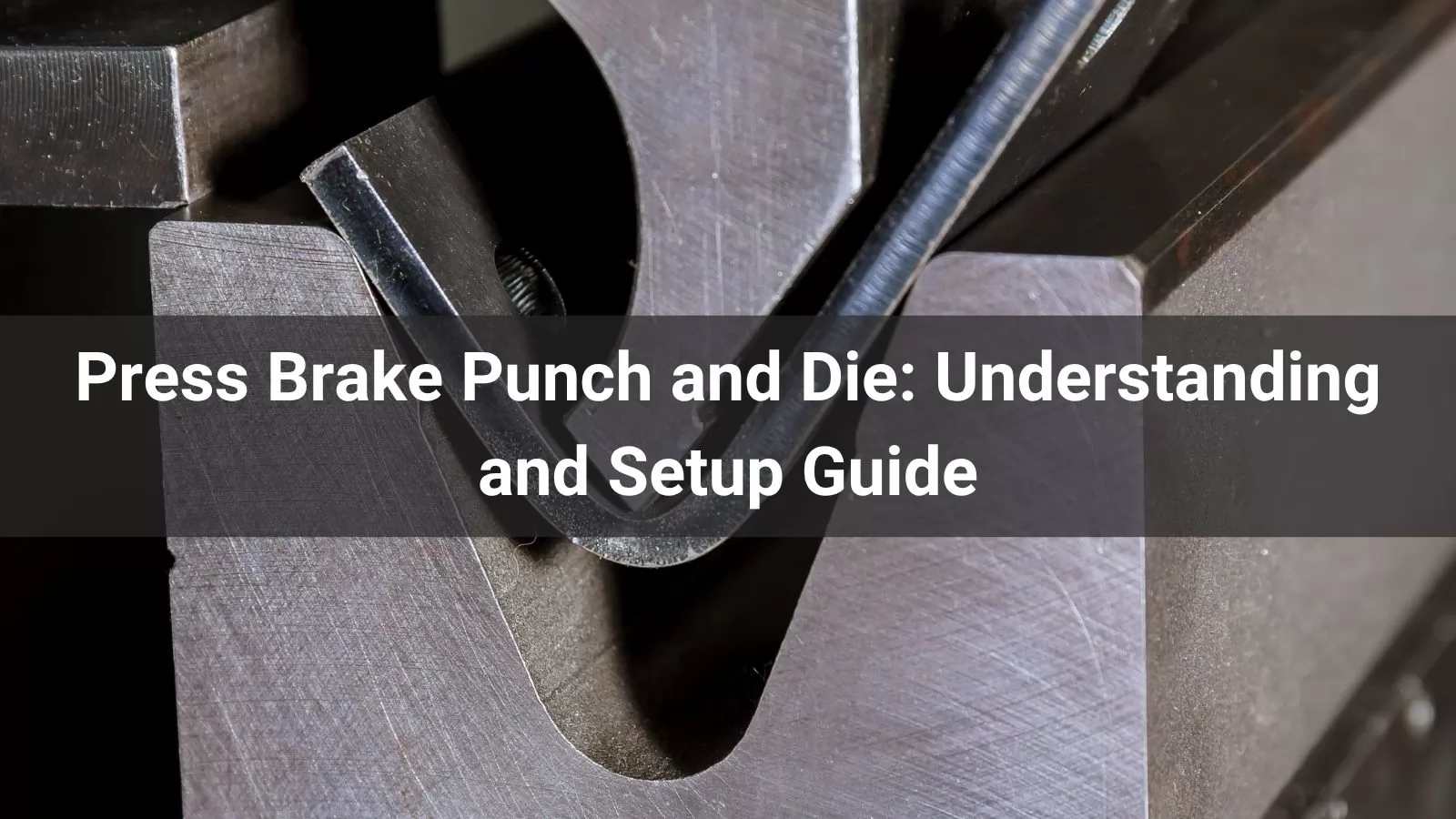
Системы пуансонов и матриц для листогибочных прессов необходимы для точной обработки листового металла в производственных процессах. Пуансон, прикрепленный к верхнему ползунку, прижимает материал к матрице, установленной на нижней станине, для создания необходимого изгиба. В этом руководстве описаны их функциональность, выбор, настройка и техническое обслуживание для обеспечения оптимальной производительности.
Пуансон и матрица листогибочного пресса работают вместе, чтобы сгибать листовой металл в заданные формы. Пуансон, верхний инструмент, прикладывает усилие к материалу, а матрица, нижний инструмент, поддерживает его и определяет угол и радиус сгиба. Эти инструменты используются в различных типах листогибочных прессов, таких как механические, гидравлические, с ЧПУ и гибридные модели, каждая из которых предназначена для разных задач. Для получения более подробной информации о типах листогибочных прессов обратитесь к нашему подробному руководству.
Выбор подходящего пуансона и матрицы имеет решающее значение для точной и эффективной гибки. Толщина материала, прочность на растяжение и пластичность влияют на выбор инструмента, поскольку для более толстых или твердых материалов требуются более прочные инструменты с большей грузоподъемностью. Желаемый угол изгиба определяет диаметр наконечника пуансона и отверстие матрицы: острые углы требуют более острых пуансонов, а тупые — более широких матриц. Кроме того, радиус изгиба влияет на радиус наконечника пуансона; меньшие радиусы требуют более узких наконечников для предотвращения растрескивания материала, а большие радиусы — более широких. Инструмент также должен быть совместим с системой зажима листогибочного пресса и ограничениями по грузоподъемности, а для крупносерийного производства предпочтительны прочные, износостойкие материалы, такие как карбид.
Пуансоны и матрицы обычно изготавливаются из закаленной инструментальной стали, такой как D2 или A2, или из карбида, ценящегося за свою прочность, износостойкость и способность выдерживать гибку под высоким давлением. Современные инструменты могут иметь покрытия, например, из нитрида титана, для снижения трения и увеличения срока службы. Выбор материала зависит от области применения: карбид идеально подходит для крупносерийного производства или работы с абразивными материалами.
Правильная настройка имеет решающее значение для точности, безопасности и долговечности инструмента. Начните с очистки пуансона, матрицы и станины листогибочного пресса от мусора, который может повредить поверхность заготовки. Затем тщательно выровняйте пуансон и матрицу, чтобы обеспечить равномерный изгиб и избежать повреждения инструмента, при необходимости используя калибровочные шаблоны. Закрепите инструменты с помощью зажимной системы листогибочного пресса, например, Promecam или WILA, и убедитесь, что они надежно зафиксированы. Отрегулируйте усилие на листогибочном прессе в соответствии с материалом и требованиями к изгибу, поскольку чрезмерное усилие может повредить инструмент или материал. Выполните пробные изгибы на отходах, чтобы подтвердить точность и точно настроить параметры. Наконец, проведите проверку безопасности, осмотрев на наличие незакрепленных компонентов и убедившись, что защитные ограждения и протоколы оператора установлены.
Пуансоны выпускаются различных форм для разных задач гибки. Стандартный пуансон с толстым корпусом и узким наконечником идеально подходит для гибки более толстых материалов благодаря своей высокой грузоподъемности. Пуансоны с острым углом, предназначенные для гибки под углом 30° или менее, имеют острый наконечник для точности и могут обрабатывать углы до 60°. Пуансоны типа «гусиная шея» или «лебединая шея» имеют изогнутую конструкцию, позволяющую выполнять глубокие или сложные гибки, такие как U-образные профили, без помех для заготовки. Радиусные пуансоны с закругленными наконечниками создают плавные U-образные гибки, часто используемые в паре с соответствующими матрицами для закругления углов. Узкие пуансоны с тонким профилем подходят для работы в стесненных условиях и идеально подходят для закрытия коробчатых профилей или сложных гибок.
Технические характеристики пуансона включают в себя: код изделия — идентификатор производителя с указанием размеров; радиус наконечника, определяющий радиус изгиба (чем толще материал, тем больше радиус изгиба); угол изгиба (от 30° для игольчатых пуансонов до 90° для чеканочных); высоту (более высокие пуансоны позволяют выполнять более глубокие изгибы, например, при формовке коробок); и грузоподъемность — максимальную силу, которую пуансон может выдержать без деформации.
Штампы поддерживают материал и формируют изгиб. Штампы с одним V-образным отверстием являются наиболее универсальными, с оптимальным V-образным отверстием, равным 6–8 толщинам материала. Штампы с несколькими V-образными отверстиями позволяют получать материалы различной толщины или угла без смены инструмента. Штампы для формирования каналов создают U-образные каналы за один проход, что эффективнее традиционных V-образных штампов. Штампы для загибки выравнивают острые изгибы для создания сложенных кромок; доступны в подпружиненном или U-образном исполнении. Штампы для гофрирования создают текстурированные гофрированные узоры для специализированных применений.
Технические характеристики штампа включают угол раскрытия V-образной формы, обычно от 30° до 90°, который влияет на максимальный угол изгиба; радиус закругленных углов V-образной формы, влияющий на качество изгиба; и код продукта, уникальный идентификатор для каталогизации.
Регулярное техническое обслуживание обеспечивает долговечность инструмента и стабильную работу. Очищайте инструменты после каждого использования, удаляя масло, мусор и металлические частицы. Осматривайте пуансоны и матрицы на предмет износа, трещин или сколов, особенно на кончиках и кромках. Наносите соответствующие смазки для уменьшения трения во время работы. Храните инструменты в сухом, организованном месте, чтобы предотвратить ржавление или повреждение. Переточите изношенные инструменты для восстановления точности, но избегайте удаления чрезмерного материала. Подробные советы по техническому обслуживанию вы найдете в нашем руководстве по уходу за инструментами для листогибочных прессов.
Системы зажима надежно фиксируют пуансоны и матрицы на листогибочном прессе. Зажимы Promecam, или европейского типа, распространены для ручных или полуавтоматических настроек, в то время как системы WILA предлагают гидравлический или пневматический зажим для более быстрой смены инструмента. Ручные зажимы экономичны, но медленнее, в то время как автоматизированные зажимы подходят для крупносерийного производства. Советы по оптимизации настройки см. в нашем руководстве.
Автоматические устройства смены инструмента хранят пуансоны и матрицы и заменяют их по мере необходимости, значительно сокращая время наладки. Эти системы идеально подходят для мелкосерийного производства с широким ассортиментом продукции. Подробнее читайте в нашем обзоре устройств смены инструмента.
Пуансоны и матрицы для листогибочных прессов имеют решающее значение для точной гибки листового металла. Понимая их типы, выбирая подходящие инструменты и соблюдая правила настройки и технического обслуживания, производители могут повысить эффективность и качество. Современные системы зажима и автоматизированного хранения еще больше повышают производительность. Для получения дополнительной информации ознакомьтесь с нашими руководствами по типам листогибочных прессов, техническому обслуживанию инструментов и автоматизации.



Самый быстрый
Установка

На высшем уровне
Оборудование

Круглосуточная поддержка клиентов
Поддерживать
100% безопасность
Оплата





.png)
.png)
.png)
.png)




